
折弯模具这样选用,绝对好!
专栏:行业资讯
发布日期:2021-04-13
阅读量:3258
收藏:
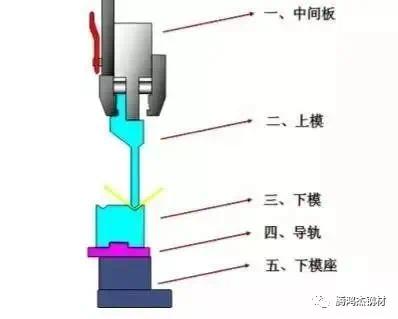
1折弯模具
一般的模具分为中间板、上模、下模、导轨、下模座等,这类模具通用性强,大部分加工都可以完成。
2折弯模具的选择
加工不同的零件需要使用不同的模具,首先要对机床和模具的加工参数有所了解,才能选择相互匹配的模具。
机床参数有:行程、加工能力、开口高度、中间板类型等;模具参数有:上模模柄型式(和中间板匹配)、耐压吨位(最大折弯压力)等;
A关于机床参数的选择
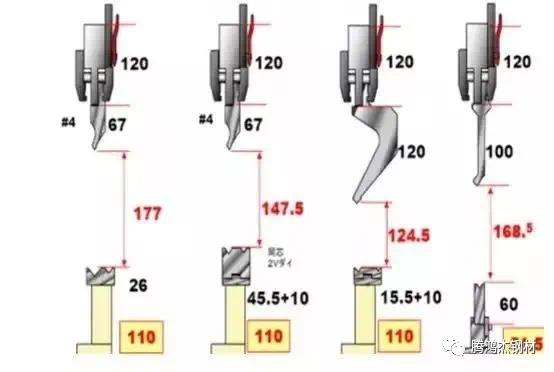
1、模具高度的选择
行程(mm)=开口高度—中间板高度—上模高度—下模座高度—(下模高度—0.5V+t) t为板料厚度(mm)
在下模座选择的时候也要注意下模座有多种高度,不同高度的模座用来配合不同的加工。
使用不同的模具组合可以获得不同的模具组合高度,用来加工不同的零件。
B关于模具参数的选择
1、上模模柄形式
上模的模柄有3种形式以配合不同的中间板
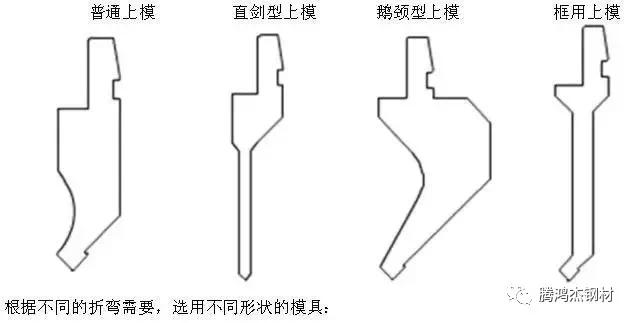
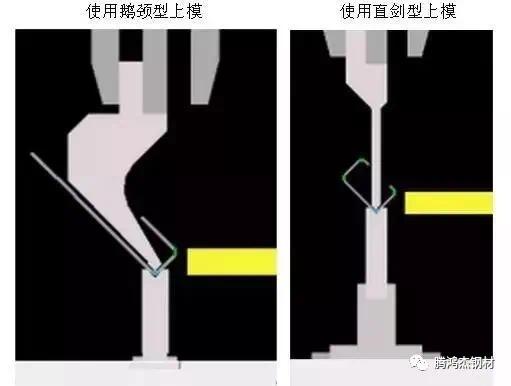
2、上模形状
常用标准形状上模有:
3、上模尖端R角及尖端角度 上模常用的尖端R角有:
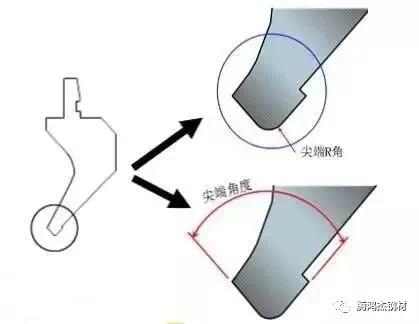
(1)0.2R (2)0.6R (3)0.8R (4)1.5R (5)3.0R
选用合适的尖端R:一般3mm以下使用R0.6。
标准上模的尖端角度有:90度、88度、86度、60度、45度、30度;等。
模具的夹角要小于加工角度,例如,我们折弯工件为90°,使用88°夹角模具。
4、下模形式
一般的下模有单V和双V的区别,在这两种类型中还有分割和整段之分,不同的模具类型适合不同的加工需要。
一般来说,单V的比双V的模具加工用途广,分割的比整段的模具用途广。我司使用下模一般为双V和三V。
5、 下模V宽、V槽夹角
下模V槽的选择和材料厚度(T)的关系:

C:模具材料选择
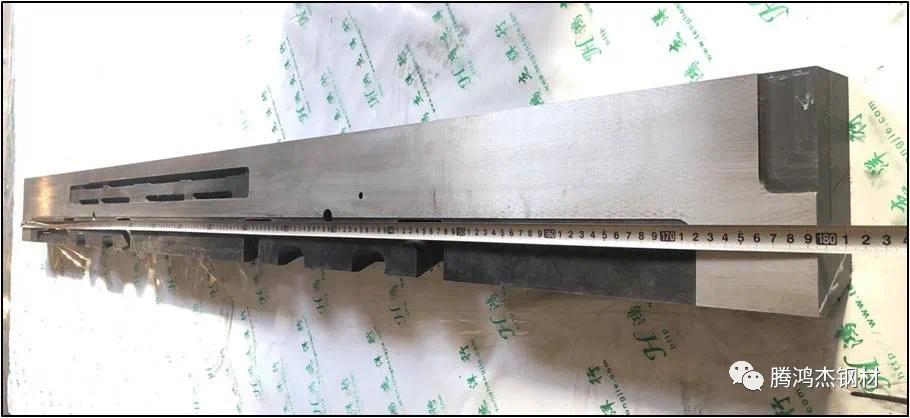
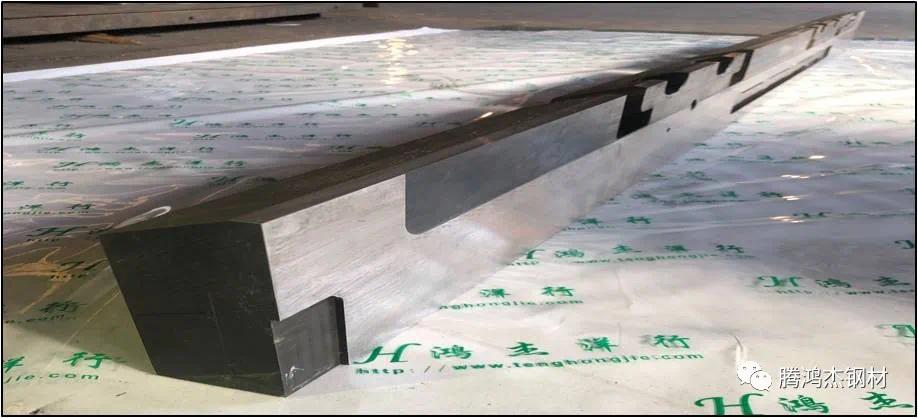
折弯成型模具通常尺寸较为修长,传统模具材料粗加工后进行热处理,细长的折弯模具变形量较大,二次精加工耗时、成本高、变形、开裂风险大,长条模具的工艺成本远远高于材料成本,推荐选择瑞典TOOLOX拓达钢预硬无需热处理,几乎不变形,超高韧性和尺寸稳定性,无需二次加工,经济效益明显,下图国内某品牌冰箱折弯成型模具成本比较。
长条模具


说明:以上部份信息来源于网络,如有涉及侵权,我们深感歉意,并立即处理!
上一页:钢的回火脆性及其对策
下一页:1000吨冲床平台板
0757-22386444
腾鸿杰钢材前海股权交易代码:665254
传真:0757-22386448
网站:www.thjtoolox.com
邮箱:thj@tenghongjie.com


官微订阅号
官微服务号